|
我们在打印三维模型的时候是需要将三维模型文件生成导出为STL格式的文件,然后将STL格式文件生成Gcode格式的文件才可以对其进行打印操作的,接下来我就教给大家如何进行设置Cura软件的各个参数选项,进而使得生成的Gcode代码更好地进行打印。
工具/原料- 一台台式电脑或者一台笔记本电脑
- 一个智垒3D打印机使用的Cura软件,这里使用的是14.01版本的Cura
- 一台智垒3D打印机
- 一个制作模型的软件,例如:3ds max
方法/步骤1
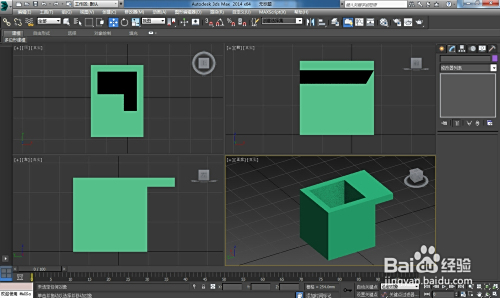
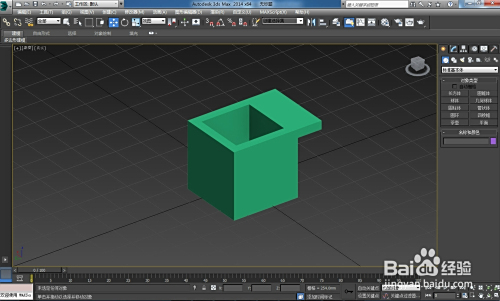
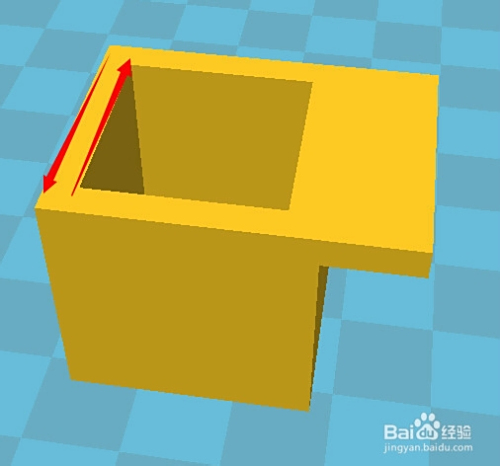
首先我们需要事先做出一个模型,在这里我们制作的是一个小方块的模型文件,我们可以在3ds max中制作,也可以在Solid Works 丶UG丶MAYA等其他的三维模型制作软件中制作。如下图所示:
2
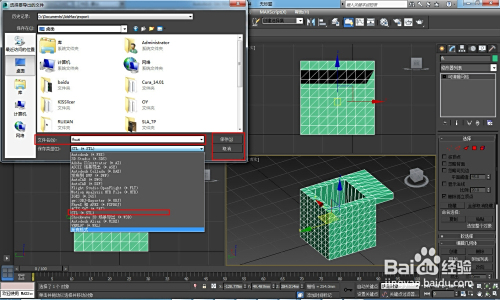
接下来,我们需要在3ds max 中将此方块的模型进行导出,导出为STL格式的文件,并命名为适当的文件名称,值得注意的是命名的时候要使用英文或者拼音命名操作,或者字母加数字两者组合。为接下来的使用“Cura软件”生成Gcode格式的可打印格式文件做好准备工作:如下图所示...

3
在导出的时候,我们会看到一个提示选项框,需要我们选择生成什么格式的STL文件,是“二进制”的还是“ASCII”码的,而且还有一个复选框“仅选定”
这里我们需要选择“二进制”,不选择“仅选定”复选框,这样我们导出STL格式的文件才会更有利于我们打印操作。具体设置,请看下面的图像:

4
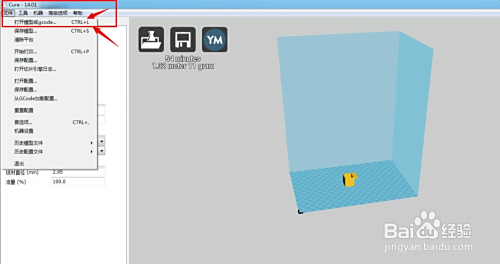
导出STL格式文件之后我们会得到一个命名为“fkuai”的文件,然后我们就可以在Cura软件中进行设置具体参数进行打印了。

5
接下来我们打开Cura软件,将我们导出的STL格式的三维模型文件在Cura软件中打开。
6
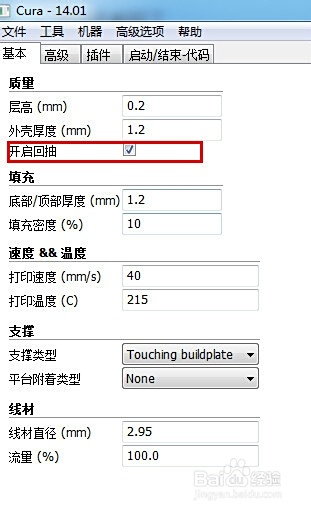
接下来告诉大家怎么设置Cura软件的打印选项设置:
需要注意“基本”选项栏中的“层高”的设置,这对于3D打印机的打印质量的影响攸关重要,需要参考模型的形状及要打印模型的具体要求。
层高单位是毫米,一般采用0.2进行打印,如果对精度有较高要求可采用0.1进行打印,也可用0.3进行高速但相对低质量进行快速打印
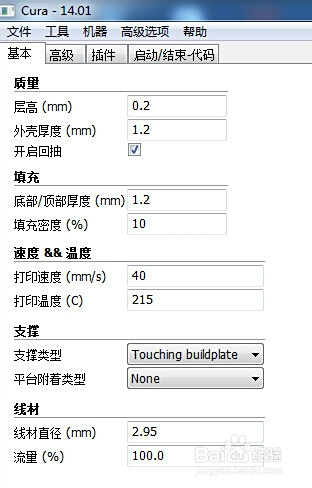
外壳厚度指模型两侧壁的厚度如图示
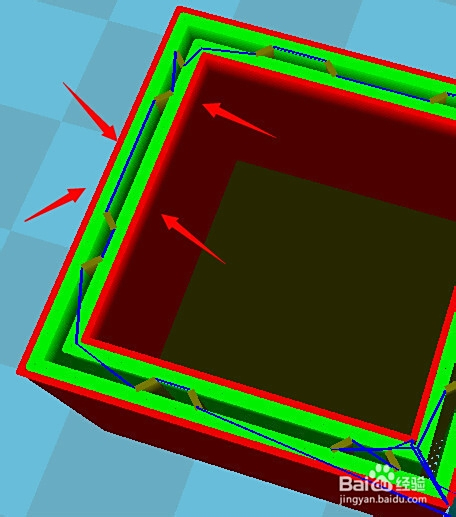
开启回抽是指如果在同时打印两个或多个模型的时候喷头在物体之间非打印区域移动的时候回抽一部分耗材,防止拉丝现象
底部/顶部厚度同外壳厚度原理一样
填充密度是指模型内部填充结构 0%为空心物体 100%为实心物体 填充密度越大重量越大,相对的时间也会增加
打印速度需要根据实际打印模型的大小结构等合理调整,初始打印第一层时打印机默认速度为20,可根据此速度自行设置推荐高质量打印30~40速度,一般打印50~60速度,高速打印80~100
打印温度根据所用耗材的材质来决定一般PLA材料为210左右,ABS为230左右
支撑内分为两种类型:第一项为外部支撑:即与打印机平台能有接触的支撑结构 第二项Everywhere是指所有出现悬空结构的地方均给予支撑辅助
平台附着类型也是有两个类型:第一项为模型外围附加一圈底座帮助模型更牢固的粘附在平台上,第二项为模型整个底部附加底座来帮助模型粘附在平台上这里一般推荐使用第一项即可
线材直径是指3D打印机所使用的耗材的直径大小,这里因为是使用的3MM的耗材,输入2.95即可 流量值100%
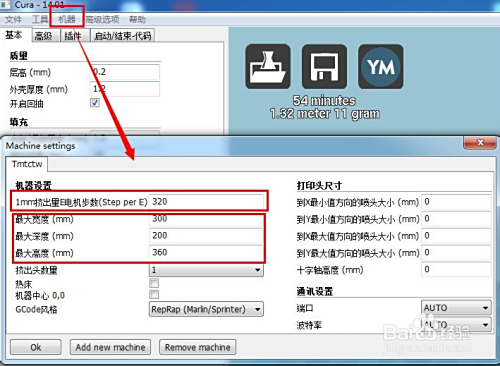
我们还需要对其他的两个重要参数进行设置:“机器设置”和“高级设置”。机器设置需要注意的设置选项是“平台大小”及"挤出量"的设置。
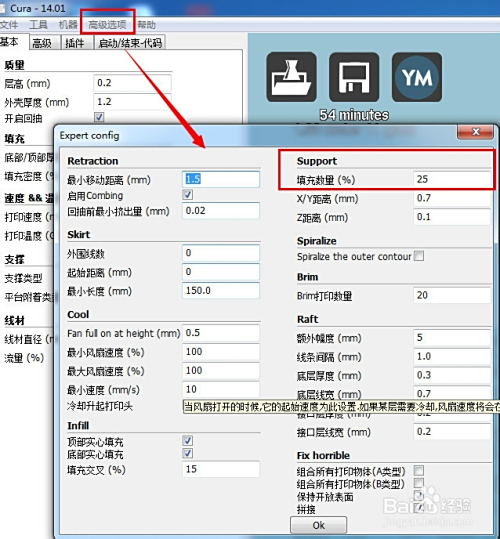
高级设置一般只需要将这里支撑的填充密度改动即可,
具体设置参数如下图所示:
END
注意事项- 1丶层高对于模型打印出来的质量影响较大,需要我们在使用时参照模型特点进行设置。
- 2丶在使用3ds max导出STL格式的文件时,我们要注意不要勾选“仅选定”复选框,并使用“二进制”选项进行导出设置。
- 3丶所建的三维模型需要给予一定的厚度,不能是一个薄片
|
|













