【导读】不管未来的3D打印发展的怎么样,当下已成为最热门的话题之一。媒体宣传已经有段时间了,不少的人群开始沉静下来认真突破3D打印技术,以迎合在大肆宣传之下的饥渴需求。当初作为一个小白的我第一次购买了一台国产的3D打印机和之后发生的事情,彻底改变了我对当下3D打印的认识。
冲着对3D打印机的热爱,花了我2个月的积蓄买了台国产牌子机器。机身透明亚克力,看起来好像也不复杂的样子,突然到手这么个先进的装备,不知如何下手(厂家没有提供使用说明之类的任何东西)。于是去找资料,当时还不知道这个机器是makerbot replicator兼容机,于是问厂商要资料。开始了很无语的被怠慢,被猜测和被推脱的过程。这让作为一个改行软件的电子工程师的我很无奈,不就些电机啊,传动啊,电路板啊,固件之类的东西吗,相信RepRap上有不少这样的开源资料,果断退货!!!之后便诞生了我的从零开始搭建3D打印机的想法,于此之后我开始了DIY的坑路(PS:最坑的一次,买来的光轴是弯的,几经调试后来出发现的。。。)。
———————————————切割线——————————————————————
顺便提下我对3D打印的个人见解:3D打印要普及需要做到3步,1.机器稳定,操作简单方便,做到3D模型的所见即所得;2.机器和耗材价格便宜,大众消费的特点;3.丰富的应用市场,也就是利用好3D打印机作为工具创造出来更多的价值。
现实情况是这样的:1.大家对3D打印机的兴趣很高,入门级选手海量,从入手3D打印机到使用得心应手有天朗之别,包括机器校准,软件切片和打印机控制的诸多专业技术都是需要使用者掌握的。2.有幸你成为一个能够熟练使用3D打印机的人,这也只是一小小点的胜利,还有后面的很多坑等着。模型的复杂度和大小需要软件的某些项设置的,假如没有琢磨透,照样打个稀巴烂的模型出来。。。同时还有耗材坑,校准坑。。。3.应用市场?大家一起来开3D打印馆吧!好了,加盟吧,几十上百W的投资下去,制造出来的人像需要销售1K以上,而且不能保证盈利。。。3D打印,它能做什么?好像什么都能,但是究竟等作出什么应用呢,好像就那么些。。。
关于机型:我喜欢XYZ结构的中规中矩。
关于速度:我喜欢快的,但是要保证质量。
关于成型尺寸:我喜欢大的。
———————————————切割线——————————————————————
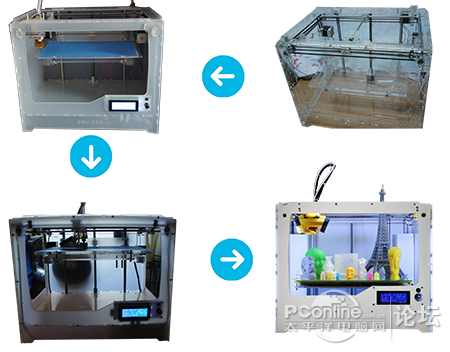
【正文】鉴于目前最流行的XYZ结构的Ultimaker和Makerbot replicator的广泛认可和资料的措手可得。
集2大机器的优点,直接利用Makerbot Replicator的框架样式,Ultimaker的远程高速。
改进成我的机器,将做到Makerbot Replicator的空间拥有比Ultimaker2更宽的成型面积。
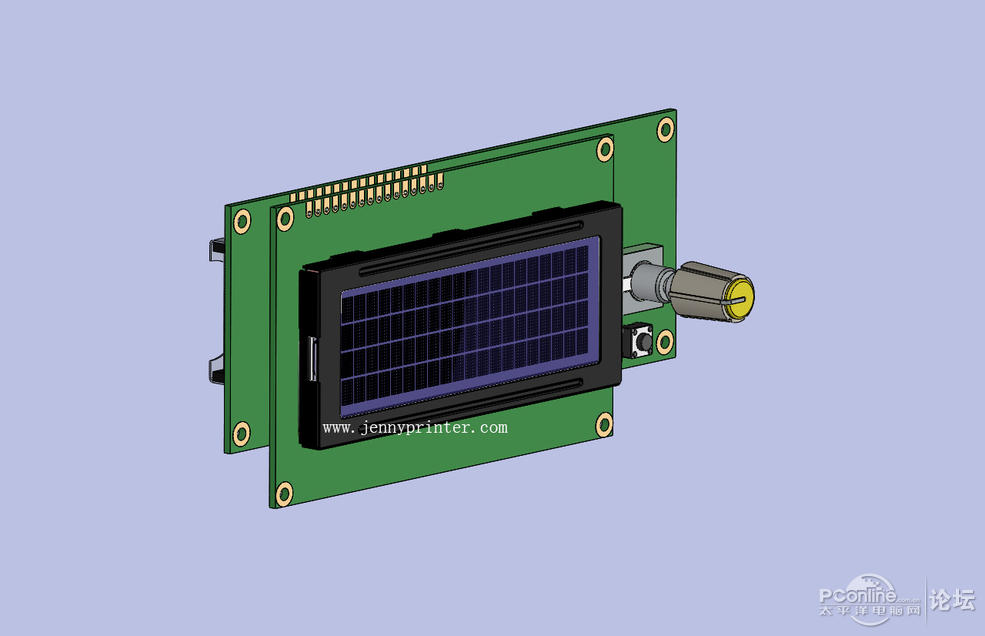
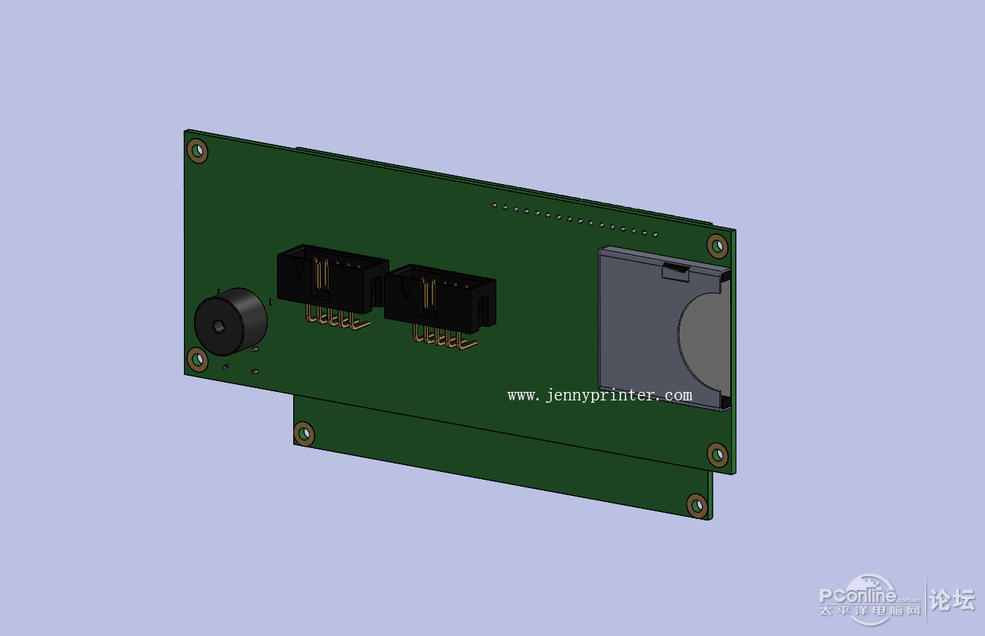
Ultimaker2正面

Ultimaker2反面
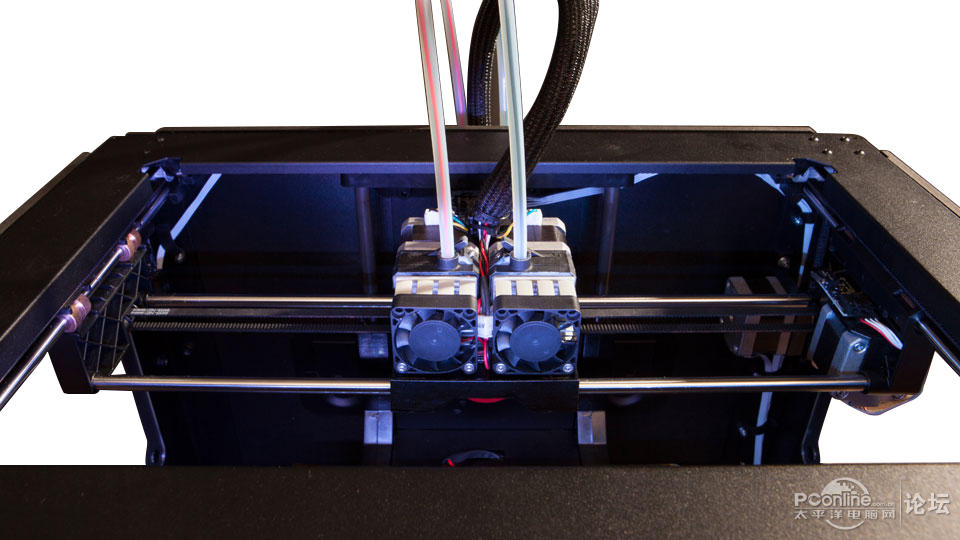
Makerbot Replicator正面
我的机器:


打印效果:


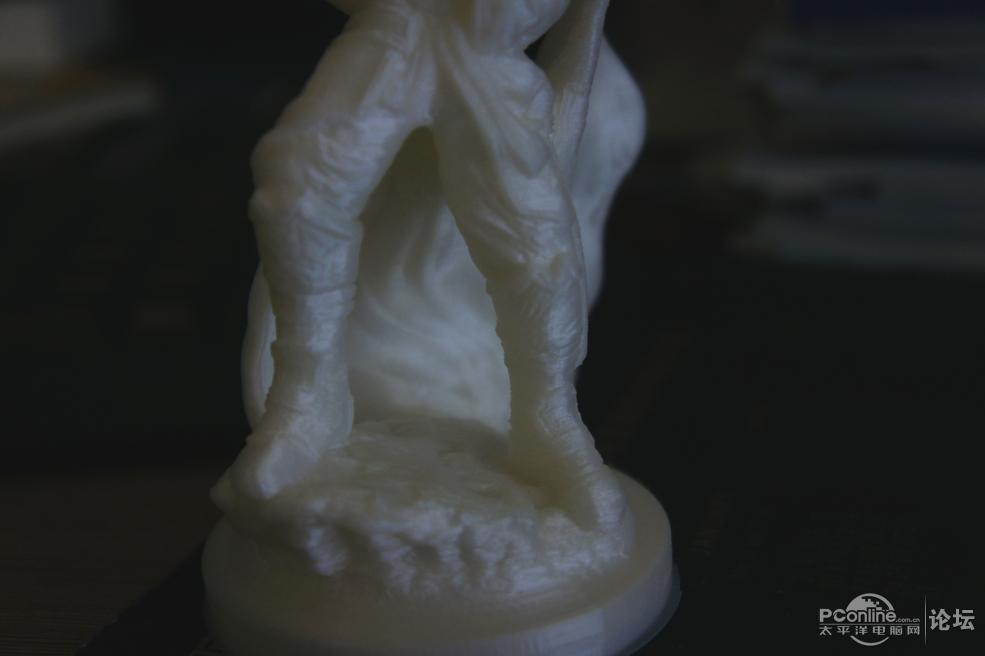
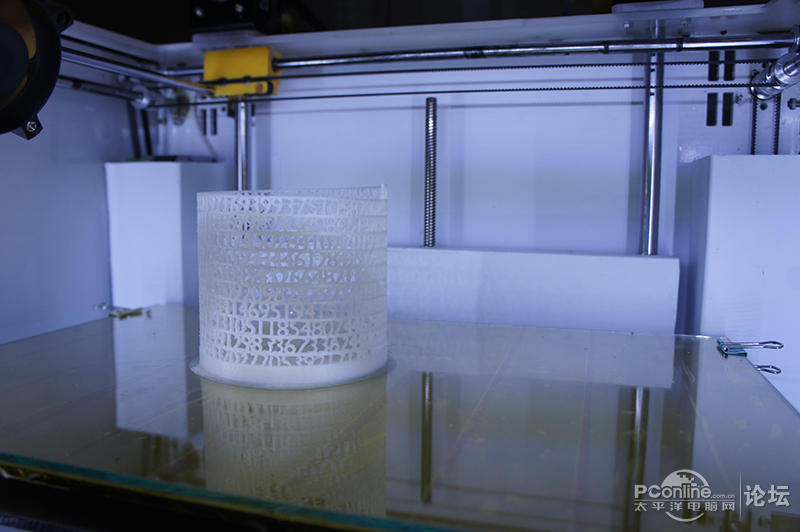




由于第一台样机做的时候没有留多少照片,机器效果能出这么好我感到很欣慰。我准备重新另做一台一样的机器,并把资料完善。需要跟我做的人顶下贴,可以给我发邮件 QQ群
258934048。
成型体积:300mm*200mm*200mm
最高打印速度:250mm/s
打印方式:USB,SD脱机
喷头数量:1只
喷嘴直径:0.4mm
主板:RAMPS1.4 + Arduino2560
支持软件:JennyStudio,Cura,Slic3r+Printrun,kisslicer,MatterControl,Skeinforge等
模型格式:STL / OBJ / DAE / AMF
其他功能:LED照明,平台加热
——————————————切割线——————————————————————
谈谈国内的开源吧,环境非常的不好。1.开源,确实是个好东西,但在国内山寨无敌的情况下要做好开源和坚持开源是件不容易的事情。坚持一个开源项目的运作,让它有可追溯性,吸引更多的人来完善项目,依靠群众的力量丰富和改进项目更是艰难,因为不知道哪一天,JS们就直接用来赚钱。这个死区我们不会踏进,也不会炒作开源项目然后无耻的像群众身上牟利。话说回来,能够被人复制拿来赚钱也是种荣幸。。。2.开源质量,能做全套的很少,从笔者DIY Ultimaker的一路坑来后不经感叹,老外的开源无需用神一样的膜拜礼仪,需要用客观的心理去对待,考个资料下来开源的资料后并不是自己东西,需要我们去消化和吸收。3.自己动手的难度,并不是国人的动手能力和创新能力不够强,而是条件实在是恶劣,老外的开源图纸一般会用些国际标准不说,就算有替代品找到了,质量无从保证,呵呵,说不定那里坑我们一下我们就要各种排查和调试。并且这质量好不好,无法从价格上体现出来,价格贵的也无法保证质量没问题,便宜没好货也未必。只是玩DIY就是要经得起各种坑和各种试,这需要坚持不懈的努力,和 很好的耐心。
——————————————切割线——————————————————————
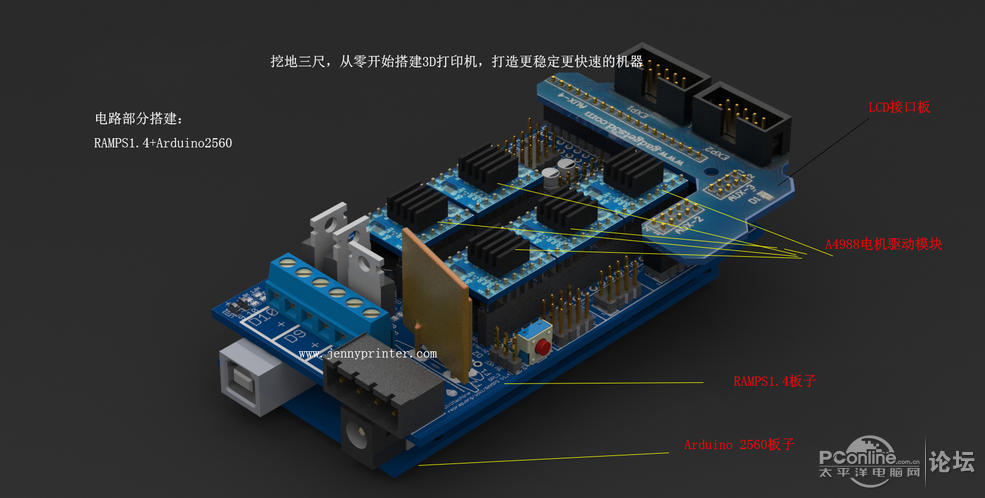
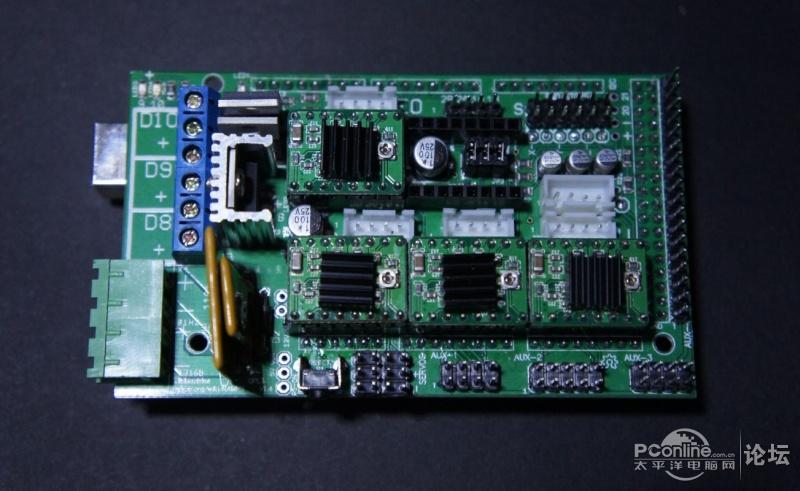
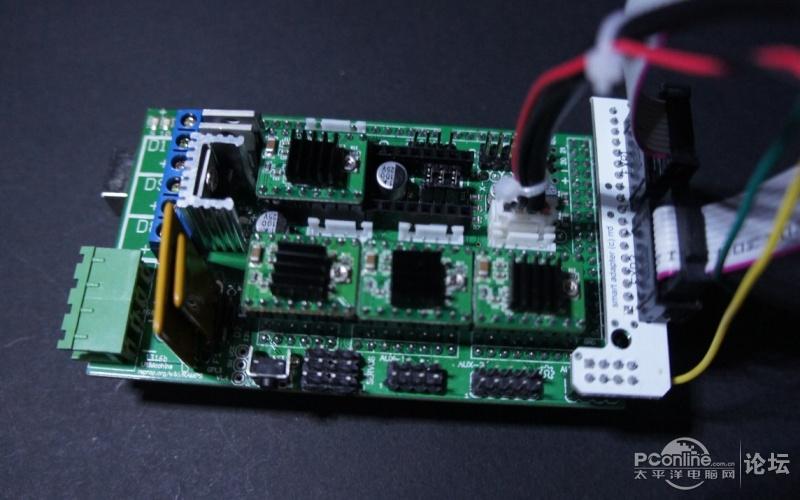
【正文】电路部分:
方案:RAMPS1.4 + Arduino2560(目前最成熟性价比最高的方案)

____割___________________
回抽测试

___________割___________________
.安装驱动
用方口USB线连接Mega2560和电脑,操作系统将会自动安装驱动。
2.获取马林固件:[Marlin]
解压后得到的就是固件的源代码。
3.下载并安装Arduino IDE
请参考:[Arduino IDE]
4.使用Arduino IDE 下载马林固件到Mega2560板
打开Arduino IDE软件界面,选择File->Open,打开刚才下载的马林固件源码所在文件目录,选择Marlin_for_JennyPrinter_V1_1.ino文件。这时会出现整个工程环境,可以切换源码窗口查看源代码。Marlin_for_JennyPrinter_V1_1版本的固件已经测试可以使用,Configuration.h已经默认配置可以直接使用。
点击打钩的按钮(verify)编译源代码:

此时右下角会出现编译状态条:

编译完成将提示生成的二进制文件大小:

再点击右箭头按钮(upload),把二进制文件上传到板子上。
此时同样有进度条显示上传进度,上传过程中Mega2560板红灯闪烁。
上传完成后红灯停止闪烁,IDE提示“Done uploading”。
___________割___________________
DIY总是充满各种不确定性,做不到正规军一样元件筛选老化,功能模块验证和环境试验。要想做把好质量关不为自己添麻烦只有认真仔细的试验各个模块和单元,万万不可一股脑都安装到位开始调试,这样会添加难度和返工几率。今天我将带大家如何验证和测试电路部分。
公布一个针对小白提问的系统:jennyprinter.com/redmine(前面加http://)
注册以后点击进入:从零开始搭建3D打印机之小白问答FAQ项目

我有时间会一一来处理大家的提问。
___________割___________________
【电路部分测试】
先上几张图
开始测试:
1.将RAMPS板插在Mega2560上。

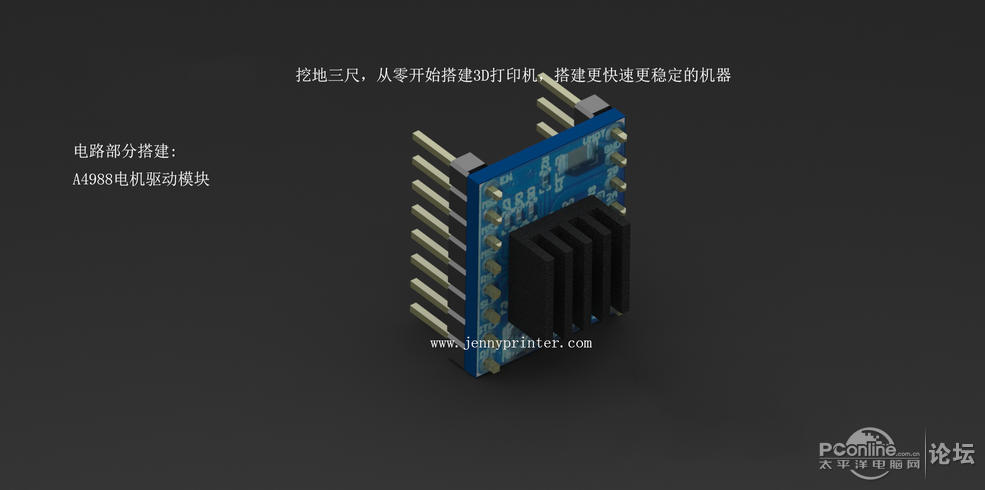
2.将4个A4988驱动模块插在RAMPS上,请注意方向。
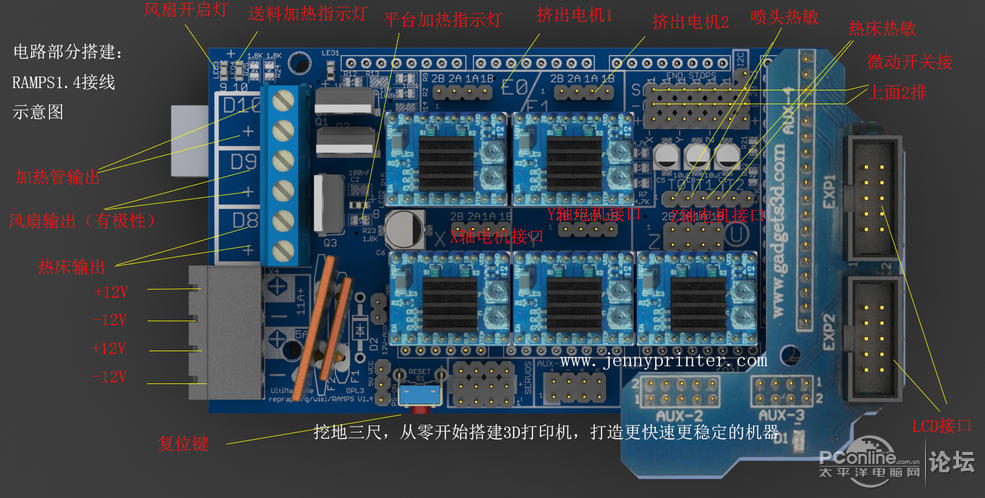
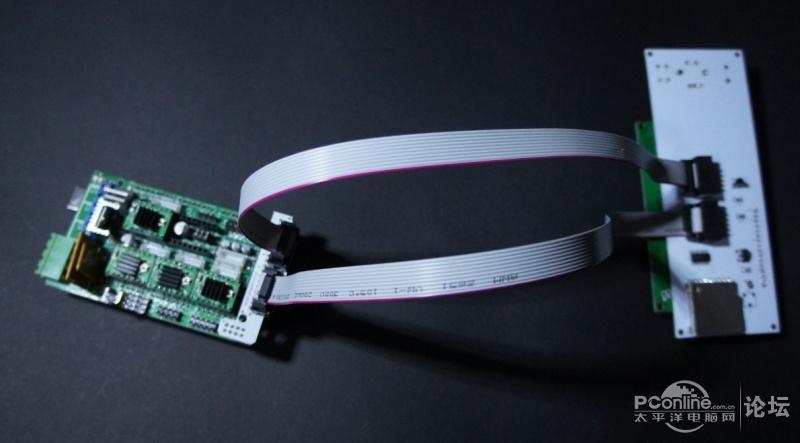
3.将液晶控制电路的J型电路板接在RAMPS右边针脚上,再按下图所示连接液晶控制器和刚安装上在RAMPS右边的座子。
4.将2个热敏电阻的接在下图所示位置。
注意:不接热敏电阻JennyPrinter将不工作,上电将提示mintemp,这是为了避免温度读取不到真实值,而加热管一直往上加温,烧毁相关部件。
[url=]回复[/url]

大风车WarriorLv1
2014-06-30 09:51
只看该作者17楼
_____________________________割___________________________________
如何从技术层面上入门学习3D打印机,这有几种途径提供给大家:
1.维基百科,这里面有一些基本概念,发展历史和一些事件,从这了解是个好开端。
2.书籍,这是一个古老但有些非常有效的信息会在里面体现。
3.3D打印相关的从业人员,最好的是项目发起人或维护者,通过这些人可以直接回答你的疑问。
4.社交媒体,网络论坛,各类贴吧,博客。jennyprinter.com/bbs 专注3D打印技术的互动社区
_____________________________割___________________________________
【正文】
电路功能简介
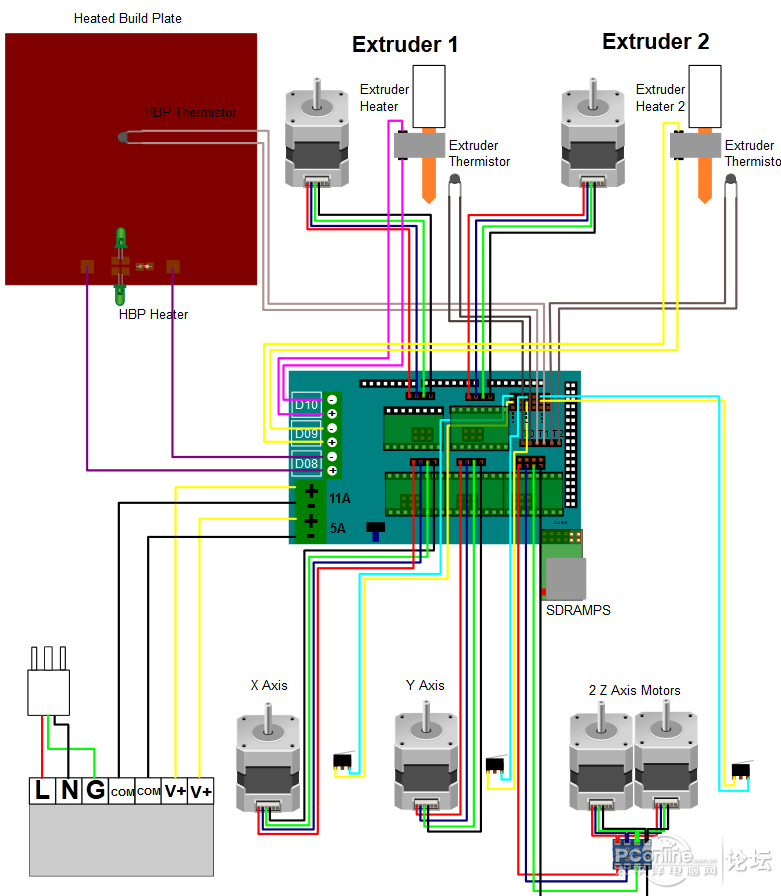
1.电机驱动,X轴,Y轴,Z轴加上挤出机E轴,共需要4路电机驱动。
2.加热,挤出头加热,采用进口加热管12V 40W,热床加热12V 100W。
3.制冷,耗材挤出后的冷却,这点到后面装配挤出头的时候详细介绍。
4.温度读取,2个NTC玻璃封装热敏电阻,长期耐温260度。
5.限位开关,XYZ轴的最大最小急停。
6.电源,360W预留足够空间为后面需要升级打算。
7.LED照明,图中没有画。
电路功能测试:
1.XYZ电机操作,在info页面按下旋钮键,之后进入Prepare菜单,再选择move Axis,进入后选择move 1mm,再进入选择X、Y、Z轴,旋动旋钮电机就会转动。
2.加热
在info页面按下旋钮键,进入菜单页,选择Control,进入Control菜单后,选择Temperature,进入Temperature菜单后,选择Nozzle,在此左旋选择按钮,将温度调至180度,再按键确认。
回到Info页面后可以看到温度在上升,并且,板子的加热灯亮起。
注意:加热喷头请勿接触任何物体,更不可用手拿着加热喷头以免烫伤。
3.E轴电机操作,在info页面按下旋钮键,之后进入Prepare菜单,再选择move Axis,进入后选择move 1mm,再进入选择E轴,旋动旋钮电机就会转动。
注意,E轴的驱动前提要喷头温度上升到160度以上。
3.风扇
在info页面按下旋钮键,进入菜单页,选择Control,进入Control菜单后,选择Temperature,进入Temperature菜单后,选择Fan,在此左旋选择按钮,将速度度调至大于0,再按键确认。
4.SD卡脱机打印
在电脑中拷贝测试模型gcode到SD卡中,
在SD卡槽中插入SD卡,显示Crad Instead。
进入主页面菜单,选择Print Form SD,进入Print Form SD卡菜单后将显示拷贝在SD卡中的gcode,选择需要打印的gcode,按确认键。此时可以看到温度在上升,到达gcode指定的温度后,开始回到原点,XYZ轴分别在运行,之后便开始打印,假如接上E轴电机,E轴电机在送丝。

视频播放地址
-albumId=2301873609-tvId=2301873609-isPurchase=0-cnId=27
————————————————割——————————————————————
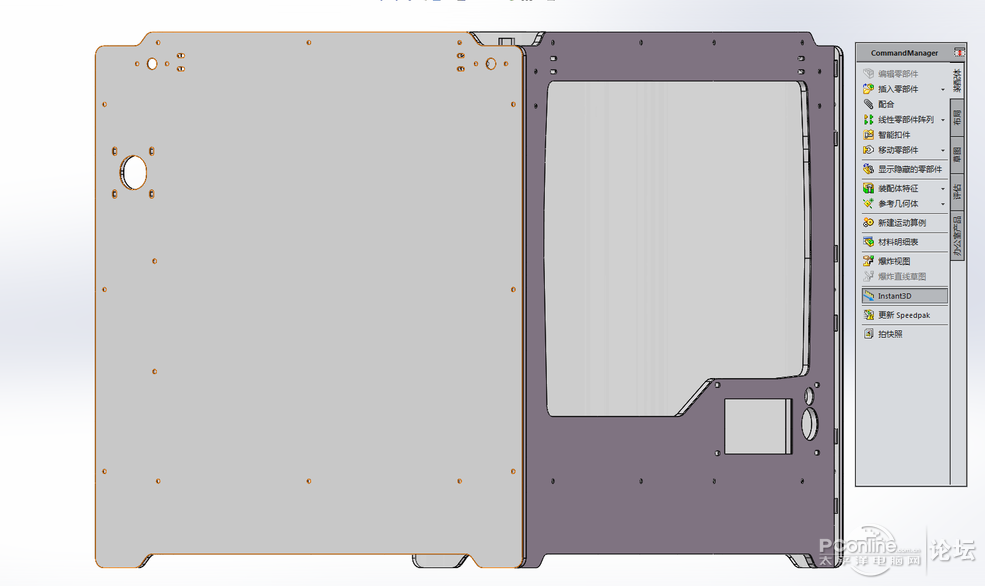
前段时间花了一个多星期的业余时间学习了下Solidworks,现在可以派上用场了。
没有经过科班教育在弄机械方面的东西(这里指自己画图纸设计机器)需要走很多的路子。一直听说个公差的重要性,都停留于理论指导有这么回事。不拍读者笑话,我的第一次DIY的3D打印机经过好几次来回加工修改后还要手工打磨。。。用木头的图纸去切割亚克力的壳子自然需要修改,刚开始的时候不知道亚克力5mm板实际厚度只有4.5mm,导致机器装配需要添加额外的垫片来弥补。做这些下来试验性的东西,都在交学费。比如光轴的公差没有配合在轴承的公差内直接导致不能使用。
并不是为SW打广告,软件装配在产品设计阶段很重要,可以减少试验性浪费。
————————————————割——————————————————————
【正文】
机械部分方案论证:
作者开篇提到UM和MB的优点,并把他们的优点结合起来作为我的机器方案,并自己进行改进。
关于成型尺寸
UM的尺寸大致是200*220*200mm,MB的尺寸大致是280*150*150mm,UM在这方面的优点是空间利用率极高,构建空间占机器尺寸的比例大于MB。那么我将机器设计成MB的外壳,采用UM的结构将比MB获得更大的模型构建空间。
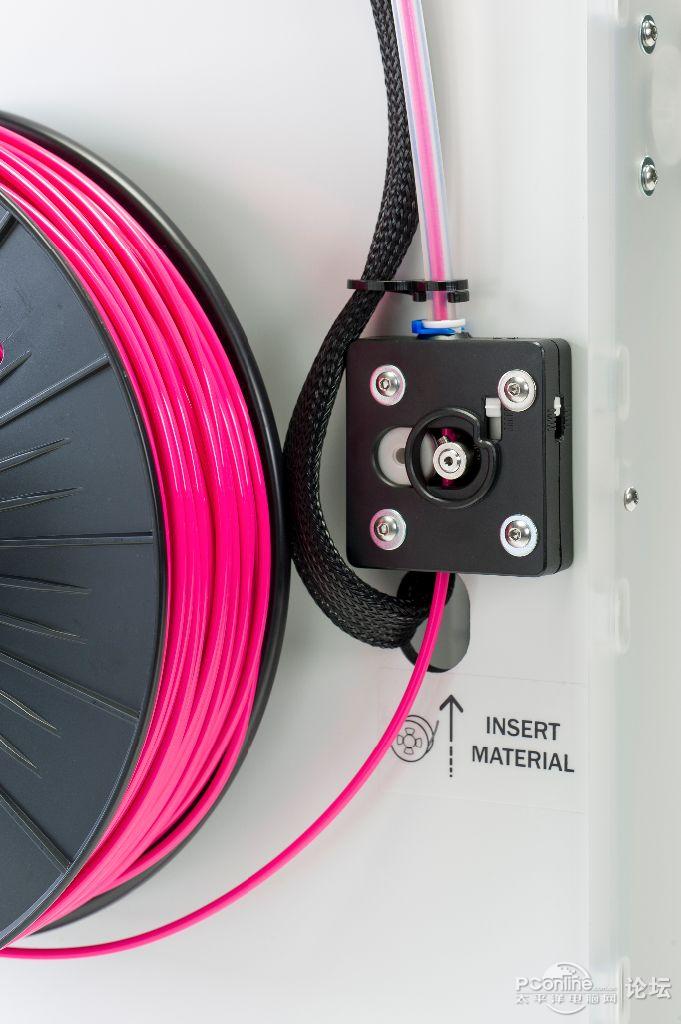
关于送丝结构
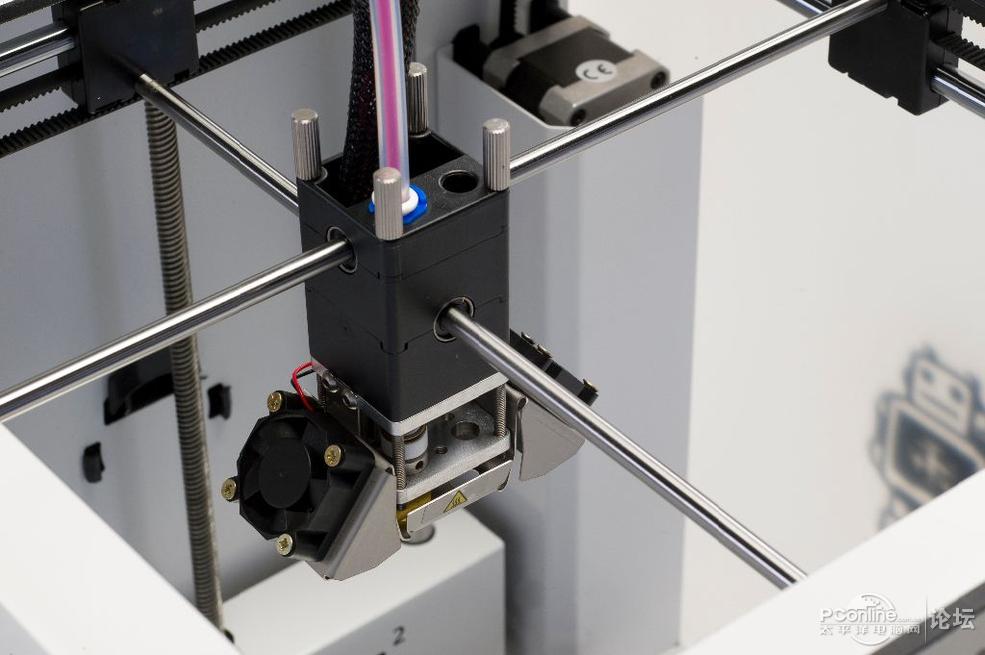
1.近端远端之分,所谓的近端是指挤出电机距离喷嘴很短的距离,这样的好处是打印一些镂空,小立柱,细小的部分表现很好,这需要从模型切片和FDM打印机工作原理角度理解。因为镂空之类的模型在按层切片后得到很多很短距离的空隙,打印机打印空距离是这么处理的:空距离行走开始是回抽一点距离的耗材,以免在空走是泄露残余耗材,空程结束后补偿上刚才回抽的距离并继续送丝打印。近端可以迅速的处理回抽减少溢出的耗材产生残余拉丝。而相对来说远端送丝就在送丝和回抽方面考虑额外的耗材弹性因素。但是,远端也有远端的优点,那就是电机不安装在喷嘴附近,也就是X或Y轴上,将大大减轻XY轴电机的传动负担,更有利于加快打印速度。
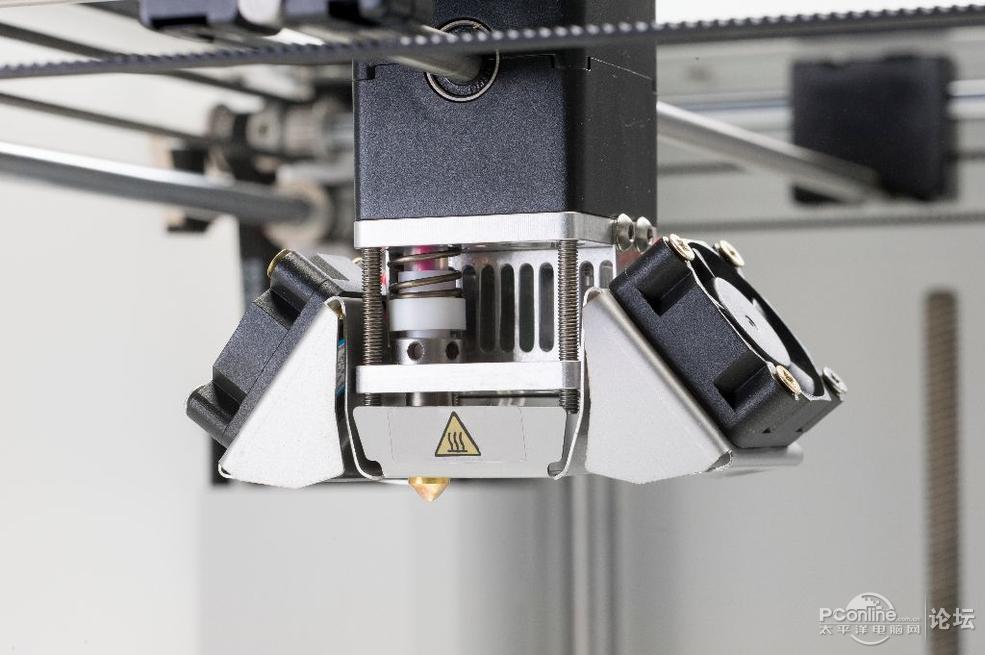
2.喷嘴设计,好多DIY爱好者老是抱怨我的挤出头老是堵住。堵头的原因有很多,要从根源上理解堵头才能避免堵头很正确使用3D打印机。堵头的原因最关键的因素就是温度控制,要在设计上将加热区到冷却区的距离缩短是关键。E3D的铝片散热效果很好:

3.XY轴传动,双轨十字支架,更有利于减小打印短距离的行程带来的机械振动。
4.外壳结构,尽量封闭。主要原因有这么几点,第一,减少环境温度变化对打印机的影响,特别在冬天,气温影响。第二,耗材的气味,特别是ABS。
————————————————割——————————————————————
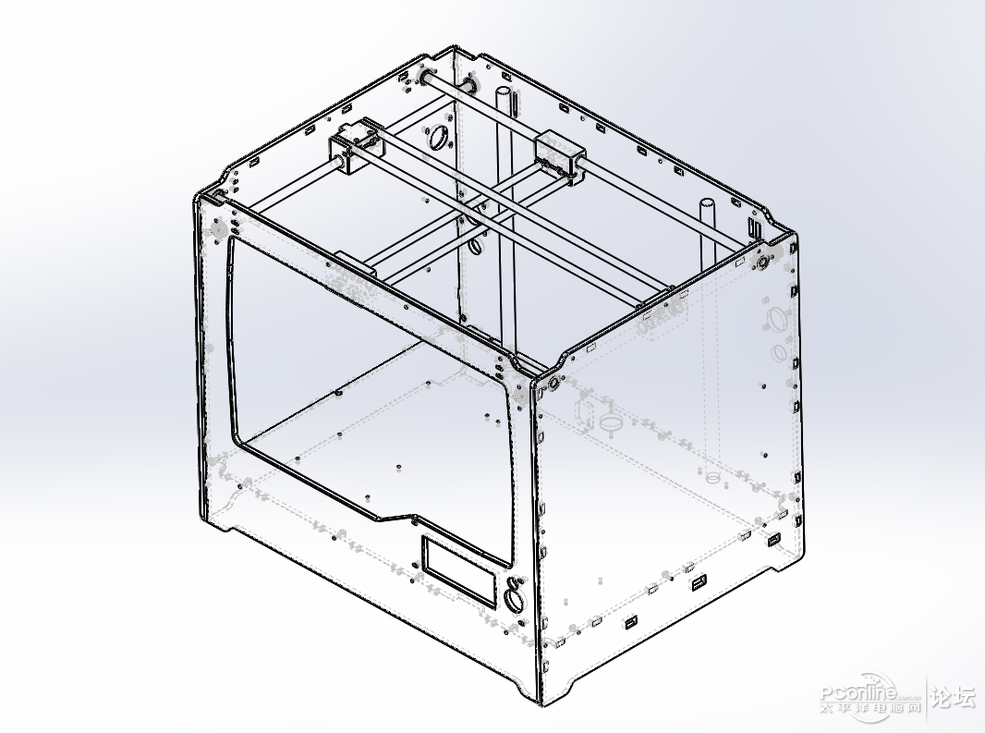
由于外壳还在等待加工发货,今天没能赶上来直接装配,今天就扯这么些把,顺便撩个正着画的装配总成:
————————————————割——————————————————————
——————————————————割——————————————————
关于大家担心这是广告贴,我只能说2个字,呵呵。外行看广告,内行看门道。本帖开篇提到3步计划,第二步便是要降低机器成本价格和耗材价格。本帖旨在给大家揭开3D打印机的面纱,将每个部件和组装调试过程展示给大家。3D打印创业机遇和赚钱的途径有很多,未必卖机器就是好办法。就拿智能手机来说,就算买几百万台手机利润是多少;而开发一款手机软件,比如植物大战僵尸,愤怒的小鸟利润是多少。3D打印机只是个工具,帮助人们把虚拟的想象模型变成实际的物理模型,利用好这点能创造出很多的价值的时候也就是3D打印盛行之时。
推荐一本书《3D打印——从想象到现实》胡迪*利普森 梅尔芭*库曼 著
—————————————————割————————————————————
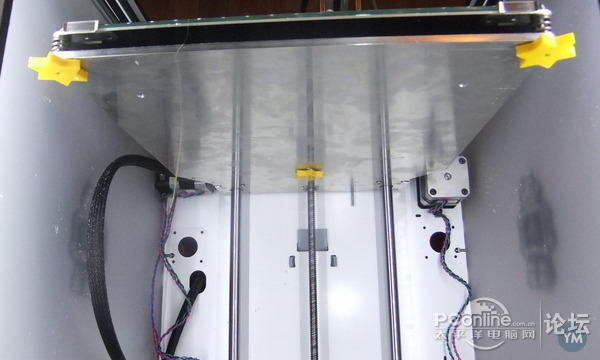
【正文】今天上点图片直观的了解机械结构。
XY轴负重对比:

Z平台结构:



【正文】今天把亚克力外壳切割出来了,光轴切了一套,打印件开始打印了,晒点图。在画SW装配图的时候发现了几个小问题,修改好了。
亚克力切割:
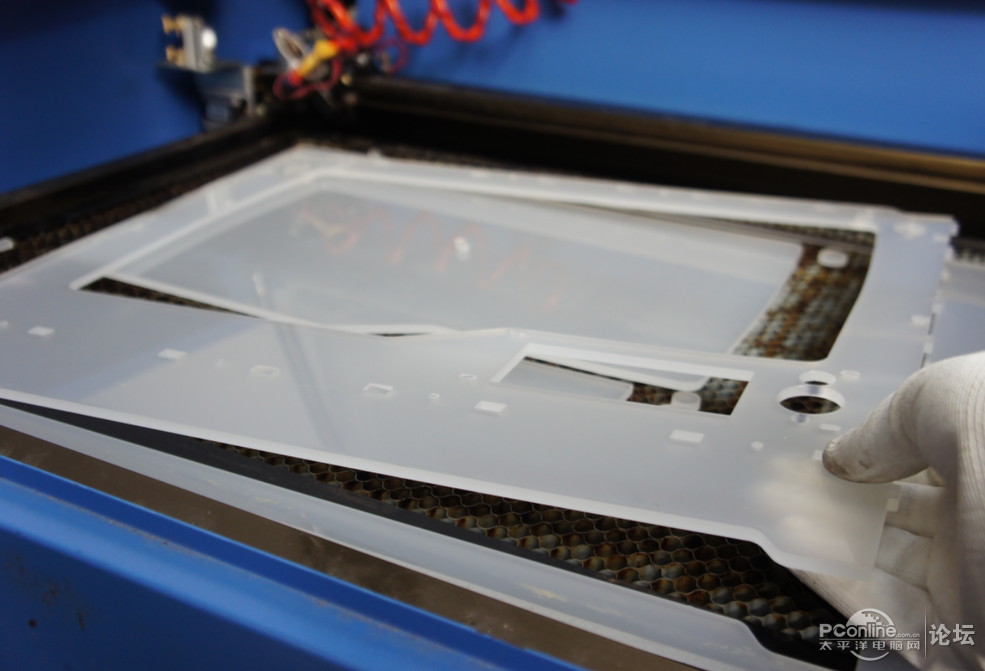


买来的光轴太不精确了,没办法咯,手动切割吧。

角磨机是个好东西,第一次用。

后面的一个滑块模型:
切片后的Gcode:
正在打印中

【正文】3D打印的核心在哪里?
这两天在等铝板切割回来,其他东西已经就位,顺便普及下3D打印的一些东西吧。今天说下耗材

FDM的本质是对材料的精确控制,如何控制打印头喷出耗材黏贴在打印床上,又如何控制耗材按照模型轮廓喷涂沉积,以及在哪里喷涂多少的量。乃至喷涂以后要冷却凝固下来以免下层叠加上来之后的变形。要做到这些不仅仅是要对机器控制的了解,还需要对耗材的特性了解充分。
但是由于种种原因,国内的耗材特性千差万别。按照理论上来讲,能融化后凝固的材料都可用于FDM成型。但是各种材料用于打印需要机器做适当的调整才能出好效果。换过耗材之后机器应当做一次校准,熔点校准,线宽和流量校准以及收缩率的相应调整。如何做到耗材和机器合为一体,打造出我们需要的所谓的魂魄,需要我们去试验,去历练,去感知,去融汇。
所谓的耗材的好坏之分也并不是坏的材料就出坏的打印结果,好的材料就能出好效果,把握好耗材与机器的关系才能达到机材合一,手中无机胜有机。
不好意思了,这几天断了下,主要在等材料到。要加快进度,大家都迫不及待了。现在铝板到了,开搞,不废话了。
___________________________割_____________________________
【正文】
此文以下正是开始装机,后续我会按照步骤罗列个123出来,让大家看得明了。
1:前后左右面板各安装2只滚珠轴承。

2:如图所示位置分别安装XYZ轴的限位开关。


注意:夹着铝板一起安装。
3.右面板的地下的位置安装电源开关和照明开关。

注意按照图中的方向安装,请勿在反面安装。
4.将底面板和后面板按照如图方向安装,并旋上中间2枚螺钉。

注意,螺钉不必拧紧,带上即可。
5.按照如图方法将安装好的后面和地面板竖直后,将左面板安装好,并将限位开关线穿过如图孔中。

注意,左面板电机位置在里面。同样,拧上下面位置的螺钉,不用拧紧。
6.同样方法,安装好右面板

注意安装如图所示朝向。
7.安装前面板,注意将液晶控制模块的接线卡在槽中。

8.拧紧下面一排的螺钉。


[url=]回复[/url]
大风车WarriorLv1
2014-07-12 12:32
只看该作者26楼
——————————割————————————————————————
在机械工程里面,有个很有趣的问题。把一个栓塞进同样大小的孔是塞不进去的,不信可以试试。呵呵。这正是公差的重要性,我之前听说过公差,知道是这么回事,但是画图纸的时候没有准确的把握好公差,导致加工回来的部件需要打磨才能用。经过这么多之后总算领悟到了些许东西。比如说M3的螺钉,木板或亚克力加工,图纸可以画成3mm,激光切割后孔径往往到3.1mm,螺钉是可以塞进去的。但是金属板加工的时候需要将孔径扩大到3.4以上,按图纸加工的金属件,3.2mm以下的孔径加工出来塞不进M3的螺钉。
——————————割————————————————————————
【正文】
9.准备好光轴,检查末端是否导圆。

注意:检查下光轴有没有弯曲,这点非常重要。
10.预安装XY轴,按如图所示将8mm光轴插入4个方向上的孔中。



注意:为了检验XY轴的装配,此时可以将上面一周的螺钉拧上,到安装顶面板时松下再安装。
11.检查装配,用手旋转4根光轴,检查旋转是否顺畅。不过不顺需要观察下哪里卡住了,适当打磨下。

|
|











